
Page 140 - PRESS-FIT SYSTEMS FOR DIVERSE APPLICATIONS
P. 140
4.0 INSTALLATION INSTRUCTIONS
XPRESS INSTALLATION INSTRUCTIONS
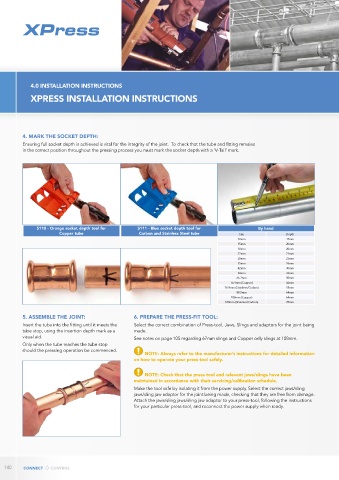
4. MARK THE SOCKET DEPTH:
Ensuring full socket depth is achieved is vital for the integrity of the joint. To check that the tube and fitting remains
in the correct position throughout the pressing process you must mark the socket depth with a ‘V-Tail’ mark.
S110 - Orange socket depth tool for S111 - Blue socket depth tool for By hand
Copper tube Carbon and Stainless Steel tube Size Depth
12mm 17mm
15mm 20mm
18mm 20mm
22mm 21mm
28mm 23mm
35mm 26mm
42mm 30mm
54mm 35mm
66.7mm 50mm
76.9mm (Copper) 50mm
76.9mm (Stainless/Carbon) 55mm
88.9mm 64mm
108mm (Copper) 64mm
108mm (Stainless/Carbon) 78mm
5. ASSEMBLE THE JOINT: 6. PREPARE THE PRESS-FIT TOOL:
Insert the tube into the fitting until it meets the Select the correct combination of Press-tool, Jaws, Slings and adaptors for the joint being
tube stop, using the insertion depth mark as a made.
visual aid. See notes on page 105 regarding 67mm slings and Copper only slings at 108mm.
Only when the tube reaches the tube stop
should the pressing operation be commenced.
NOTE: Always refer to the manufacturer’s instructions for detailed information
on how to operate your press-tool safely.
NOTE: Check that the press tool and relevant jaws/slings have been
maintained in accordance with their servicing/calibration schedule.
Make the tool safe by isolating it from the power supply. Select the correct jaws/sling
jaws/sling jaw adaptor for the joint being made, checking that they are free from damage.
Attach the jaws/sling jaws/sling jaw adaptor to your press-tool, following the instructions
for your particular press-tool, and reconnect the power supply when ready.
140